


Todos os Produtos
-
fazer à máquina da precisão do cnc
-
Serviços fazendo à máquina de aço inoxidável do CNC
-
Processamento de Magnésio de Precisão
-
fazer à máquina do cnc do titânio
-
Fazer à máquina do CNC do baixo volume
-
serviço de fabricação de chapas
-
Serviço de trituração do CNC
-
Serviços de usinagem CNC de 5 eixos
-
serviço plástico da modelação por injeção
-
Serviço de gerencio do CNC
-
Morre o serviço da carcaça
-
Fusão a vácuo Prototipagem rápida
-
Serviços personalizados de impressão 3D
-
 RaselO meu contacto é excepcionalmente competente, antecipando-se às minhas necessidades e destacando as suas diversas competências.Muito recomendado para quem procura soluções de fabrico eficientes- Não. ¢ EVOSKAL
RaselO meu contacto é excepcionalmente competente, antecipando-se às minhas necessidades e destacando as suas diversas competências.Muito recomendado para quem procura soluções de fabrico eficientes- Não. ¢ EVOSKAL -
 Brian, não.A JYH não só se comprometeu a fabricar todas as nossas peças com apenas pequenos ajustes, mas também ofereceu custos competitivos que se encaixam no nosso orçamento.Tudo isso, garantindo a estrita adesão aos nossos cronogramas apertados- Não. DOM BU
Brian, não.A JYH não só se comprometeu a fabricar todas as nossas peças com apenas pequenos ajustes, mas também ofereceu custos competitivos que se encaixam no nosso orçamento.Tudo isso, garantindo a estrita adesão aos nossos cronogramas apertados- Não. DOM BU -
 RabiulA JYH cumpre plenamente as nossas exigências e requisitos de construção.O tempo de entrega é muito rápido.Isto é muito importante para nós, uma vez que fabricamos dispositivos "construídos sob encomenda". ¢ OPERADO
RabiulA JYH cumpre plenamente as nossas exigências e requisitos de construção.O tempo de entrega é muito rápido.Isto é muito importante para nós, uma vez que fabricamos dispositivos "construídos sob encomenda". ¢ OPERADO
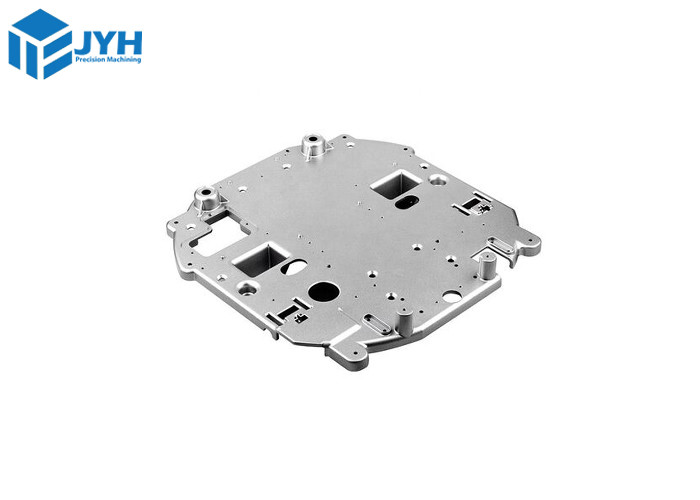
Custom Die Cast Aluminum Mold 0,02 mm Tolerância Revestimento de potência





| Lugar de origem | China |
|---|---|
| Marca | Precision Machining Castings |
| Certificação | ISO9001 Certificate of quality system/16949 |
| Número do modelo | Personalizado |
| Quantidade de ordem mínima | 1 peça |
| Preço | USD 20-100 pieces,negotiable |
| Detalhes da embalagem | As caixas do uso fizeram de cartão ondulado, envolvem com as bolhas que enfrentam os casos de madeir |
| Tempo de entrega | 2-5 dia dos trabalhos |
| Termos de pagamento | T/T, Western Union, Paypal |
| Habilidade da fonte | semanas 1000 dos piecs um |

Contacte-me para amostras grátis e vales.
Whatsapp:0086 18588475571
bate-papo: 0086 18588475571
skype: sales10@aixton.com
Se você tem algum interesse, nós fornecemos a ajuda online de 24 horas.
xDetalhes do produto
| Materiais | Aluminum6061/5052, zinco, A36, magnésio, cobre e assim por diante. | Tratamento de superfície | Lustrando, nitreto, revestimento do poder |
|---|---|---|---|
| Tolerância | ± 0.02mm, ±0.05 | Processo | Carcaça de baixa pressão, carcaça de alta pressão. |
| Material do molde | S136, de alumínio, DAC e podem ser personalizados. | Tempo de execução | 10-35 dias |
| Realçar | Molde de alumínio fundido sob medida,Molde de alumínio fundido a óleo 0,02 mm |
||
Descrição de produto
Serviço de moldagem sob medida para ligas de alumínio de componentes de forma
.
JYH Precision: especialistas em serviços de fundição a pressão
A fundição por impressão sob pressão destaca-se como um método valioso de fabricação de chapas de metal reconhecido por sua rentabilidade e produção simplificada.pode beneficiar de um grau de especialização, fazendo com que seja uma escolha inteligente confiar esta tarefa a um serviço especializado como o nosso.
Na JYH Precision, fornecemos acesso a uma equipa de engenheiros qualificados bem versados em serviços de fundição a pressão.A riqueza da sua experiência permite-nos orientá-lo eficazmente na selecção da abordagem de fundição por impressão ideal para o seu projeto.
Como uma empresa certificada ISO 9001:2015, operamos várias instalações de fabricação equipadas com tecnologia avançada para fabricar componentes de primeira linha.Ao carregar um ficheiro de projecto, pode esperar receber uma cotação e uma análise DFM em apenas 12 horas.
Vantagens do processo de fundição a pressão
A fundição por impressão é uma técnica importante na fabricação de metais, estimada pela sua relação custo-eficácia e facilidade de utilização.
As vantagens que traz:
- Realizar projetos de peças complexas
- Reduzir os custos de mão-de-obra
- Obtenção de espessuras de parede variáveis
- Alcançar tolerâncias mais rigorosas
Desligaçãodvantagens do processo de fundição a pressão
- Incompatível com metais com pontos de fusão elevados
- Incompatível com componentes de chapa extensiva
- Despesas substanciais
- Prazos de execução prolongados
Alumínio para fundição a óleo
A fundição por impressão utiliza geralmente ligas não ferrosas, valorizadas pelas suas características mecânicas robustas.que se alinham com o seu elevado desempenho mecânico. Abaixo, listamos algumas opções de ligas populares:
|
Alumínio ligado
|
|
|
As ligas de alumínio possuem qualidades versáteis para vários usos do produto, sendo 380.0 uma preferência popular de fundição a pressão.escolhido com base em fatores como requisitos específicos da aplicação.
|
|
|
Ligações de zinco
|
|
|
As ligas de zinco oferecem notável resistência, resistência, estabilidade, eficiência e custo-benefício.
Uma variedade de ligas de zinco estão disponíveis para utilização. No entanto, os materiais de zinco predominantes para a fundição a pressão incluem Zamak # 2, # 3, # 5, # 7, ZA8 e ZA27, celebrados pelas seguintes qualidades:
|
|
|
OutrosAlcoóis
|
|
|
As peças de fundição por impressão também podem ser fabricadas a partir de ligas alternativas, como bronze, latão, chumbo e estanho.
O bronze, especificamente o bronze branco, encontra favor no setor de jóias para fundição a pressão.Possui uma cor semelhante ao ouro branco e ligas de aço inoxidável, enquanto permanece uma escolha ideal devido ao seu menor ponto de fusão.
|
|
Tipos de processos de fundição a pressão
No domínio industrial, dois métodos principais para a fundição a pressão são os processos de câmara quente e câmara fria.
A seguir, descrevemos os pormenores destes dois processos.
|
Fusão por impressão a quente
|
|
|
A fundição por impressão a quente utiliza um reservatório de metal fundido para preencher moldes complexos rapidamente, tornando-o ideal para ligas de baixo ponto de fusão como zinco e estanho.
|
|
|
Fusão a pressão em câmara fria
|
|
|
A fundição a óleo sob pressão em câmara fria é excelente para o manuseio de materiais com alto ponto de fusão, como o alumínio, evitando danos ao sistema de bombeamento causados por temperaturas extremas.O material fundido é despejado numa câmara de frio antes de ser injetado na matriz, utilizando um sistema hidráulico semelhante à fundição em câmara quente.
|
|
Revestimento de superfície
O acabamento de superfície é crucial na fundição a pressão para melhorar a estética e a funcionalidade do produto, garantindo que as peças cumpram especificações precisas e forneçam um desempenho ideal.
|
Revestimento em pó
|
Revestimento cerâmico
|
|
Anodizantes
|
Revestimento
|
Processo de fundição a óleo
Quer se trate de fundição a óleo a quente ou a óleo a frio, o procedimento padrão envolve a injecção de metal fundido num molde a óleo usando alta pressão.
Aqui estão os passos detalhados no processo de fundição sob pressão:
|
- Não.
|
Eu... Apertamento No início, limpe a matriz para eliminar impurezas e aplique lubrificante para uma injeção e remoção mais suaves do produto.
|
|
Eu...Injecção Derrete o metal escolhido e despeje-o na câmara de disparo. |
|
|
Eu...Refrigeração Enquanto a matriz está fechada, deixe o metal arrefecer e solidificar.
|
|
|
Eu...Ejecção Depois de desbloquear o molde, um mecanismo de ejeção empurra o sólido para fora do molde.
|
|
|
Eu...Triming Esta é a etapa final, que envolve a remoção do excesso de metal do sprue e do corredor no produto acabado. |
Fatores que influenciam a fundição a pressãoCustos
A fundição por injeção é tipicamente um método de fabricação econômico, mas os custos podem variar devido a várias considerações.Aqui estão os aspectos-chave a considerar para a melhor relação custo-eficácia no seu projeto de fundição sob pressão:
- MateriaisCusto
A selecção dos materiais tem um impacto significativo nas despesas de fundição a óleo sob pressão.Embora com flutuações.
- ProduçãoCusto
Os custos de produção dependem de três elementos fundamentais: custos de ferramentas e custos de fundição a pressão.e manutenção todos os esforços interagem para influenciar as despesas de ferramentas, o que pode ser potencialmente substancial.
- MofoCusto
Os custos do molde dependem da abordagem de fabricação empregada. Por exemplo, o uso de usinagem CNC amplifica os custos do molde devido às capacidades e benefícios inerentes ao método".
- Efeito sobre os custos das operações secundárias
Considere as despesas relacionadas com operações secundárias, incluindo tarefas como o aparamento, uma vez que elas são consideradas no total das despesas de fundição a pressão.e sucesso dos custos de operação secundários tornam-se considerações significativas.
- Custo de acabamento
O custo do acabamento é influenciado pela técnica de acabamento escolhida. Por exemplo, processos como a galvanização incorrerão em maiores despesas de acabamento em comparação com a pintura.
Perguntas frequentesS
DCasting:
O termo "casting" descreve apropriadamente o processo, pois se concentra no uso de moldes especializados conhecidos como "moldes"." Estas matrizes são meticulosamente fabricadas a partir de aço durável através de técnicas avançadas como a usinagem CNCDurante o processo, o metal líquido é injetado na matriz, tomando a forma desejada à medida que arrefece.que permanece estacionário e ligado ao aparelho de fundição, e o ejector metade, que pode se mover.
Casting de areia vs. Casting a óleo:
No domínio da fabricação de metais, destacam-se duas técnicas proeminentes: a fundição em areia e a fundição a pressão.Enquanto a fundição por impressão depende de moldes metálicos (moldes) elaborados precisamenteAlém disso, a fundição por impressão é mais adequada para metais não ferrosos com pontos de fusão mais baixos,Considerando que a fundição em areia oferece um espectro mais amplo de compatibilidade.
Forma de envio:
![]()
Forma de pagamento:
![]()
Após serviço:
![]()
Serviço de moldagem de fundição por impressão para ligas de alumínio de componentes de forma.
Produtos recomendados